Cut / MMA-100 Eco 380V 19.5kVA 4-5bar Masina de taiat oțel centralizat personalizat cu sudor cu plasmă





Plasma este un gaz încălzit la temperaturi extrem de ridicate și foarte ionizat. Acesta va transfera puterea arcului pe piesa de prelucrat. Căldura ridicată se va topi și va arunca piesa de prelucrat pentru a forma starea de lucru a tăierii arcului cu plasmă. După ce aerul comprimat intră în lanterna de tăiere, acesta este distribuit de camera de gaz pentru a forma gaz plasmatic și gaz auxiliar. Arcul gazos cu plasmă topește metalul, în timp ce gazul auxiliar răcește toate părțile torței de tăiere și suflă metalul topit. Alimentarea cu energie electrică de tăiere include două părți: circuitul principal și circuitul de comandă. Diagrama bloc principială electrică este prezentată în figură: circuitul principal include contactor, transformator de putere trifazat cu reactanță de scurgere ridicată, redresor trifazat de punte, bobină de lovire cu arc de înaltă frecvență și elemente de protecție. Reactanța de scurgere ridicată duce la caracteristici externe abrupte ale sursei de alimentare. Circuitul de comandă finalizează întregul proces de tăiere prin intermediul butonului de pe torța de tăiere: pre ventilație - sursa de alimentare a circuitului principal - lovire cu arc de înaltă frecvență - proces de tăiere - oprire arc - oprire. Alimentarea circuitului principal este controlată de contactor; Deschiderea și închiderea gazului este controlată de electrovalvă; Circuitul de control controlează oscilatorul de înaltă frecvență pentru a aprinde arcul și oprește frecvența înaltă după stabilirea arcului. În plus, circuitul de comandă are și următoarele funcții de blocare internă: 1. Comutatorul de control termic acționează și nu mai funcționează. Defecțiune la tăiere 1) tăiere incompletă: A: grosimea plăcii depășește domeniul aplicabil al echipamentului. B: viteza de tăiere este prea rapidă. C: înclinația lanternei de tăiere este prea mare. D: presiunea aerului comprimat este prea mare sau prea mică. E: tensiunea rețelei este prea mică. 2) arc de plasmă instabil: A: lanterna de tăiere se mișcă prea încet. B: alimentarea cu două faze reduce tensiunea de lucru. C: presiunea aerului comprimat este prea mare
| ARTICOL | UNITATE | CUT / MMA-100 EXTRA | CUT / MMA-100 ECO |
| Tensiunea de putere de intrare | V | 380V, 3Ph | |
| Frecvență | Hz | 50/60 | |
| Capacitate nominală de intrare | KVA | 15 | |
| Curent de ieșire real (MMA) | A | 20-280 | |
| Curent de ieșire real (CUT) | A | 20-105 | |
| Tensiune fără sarcină | V | 280 | |
| Ciclul de funcționare nominal (25 de grade) | % | 60% | |
| Factor de putere | COS | 0,93 | |
| Presiunea aerului | Bar | 4–5 | |
| Protecția temperaturii | 75 de grade | ||
| Grad de protecție a locuințelor | IP23 | ||
| Potrivit pentru electrod | mm | 1.6-4.0 | |
| Grosimea maximă de tăiere | mm | 50 | |
| Grosime de tăiere curată | mm | 28 | |
| Cablu de alimentare | 4 mm2,4core cu 3 metri | ||
| Priza | mufa industrială cu 5 pini | fără mufă | |
| Torta de tăiere | A101 torță de conectare centrală | Lanterna P80 | |
| Mărimea roții | 1,5 inch | ||
| Dimensiunea mașinii | cm | 51 * 25 * 56,5 | |
| Dimensiunea de ambalare | cm | 62 * 32,5 * 63,5 | |
| GW | Kg | 35 | |
| NW | Kg | 28 | |
| Generator Friendly | da, peste 30 Kw | ||
Lista de ambalare standard

Caracteristici:
-Adoptați tehnologia avansată a modulului IGBT
-Sistem de pornire fără atingere
-Grevă de arc rapid
-Grosime de tăiere competitivă
-Funcționare rece, durată lungă de viață consumabilă
-Compatibil cu unitatea de motor
-Economie de energie
-Rapidaly materiale de tăiere, cum ar fi Broze, SS , Metal și așa mai departe
Accesorii: 4 metri A101 conector central tăiere torță, regulator, mască, perie, tub Clemă de sudură de 3 metri, clemă de pământ de 3 metri

PERSPECTIVELE CUT-100 XTRA, CUT-100 ECO ȘI CUT-120 ECO SUNT SIMILARE

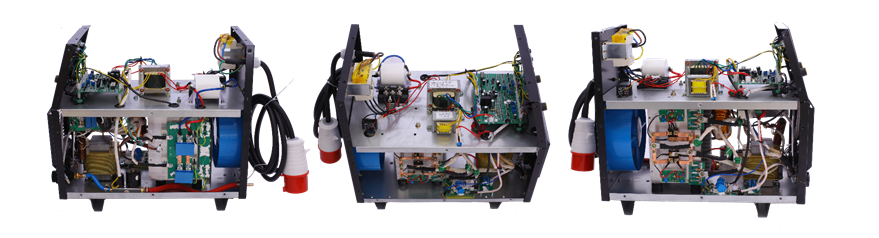
VEDERE INTERIORĂ A STRUCTURII
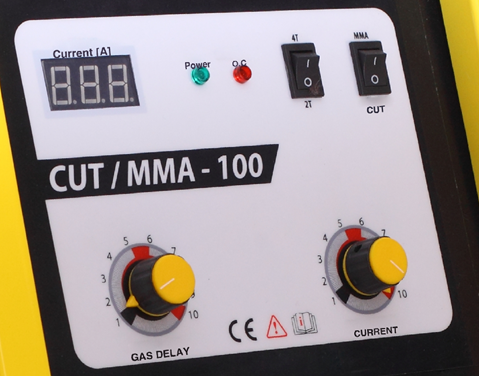
VEDERE LARGĂ A PANELULUI FRONTAL